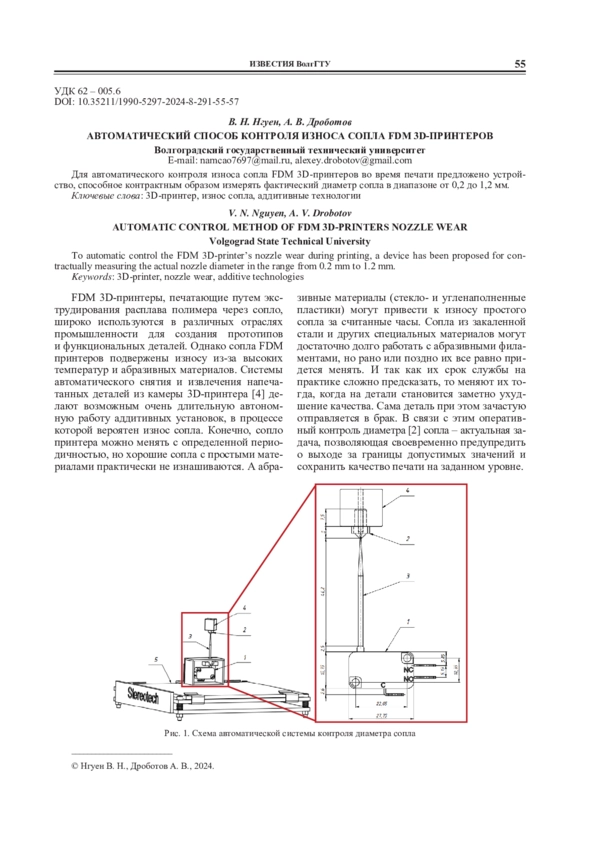
Для автоматического контроля износа сопла FDM 3D-принтеров во время печати предложено устройство, способное контрактным образом измерять фактический диаметр сопла в диапазоне от 0,2 до 1,2 мм.
To automatic control the FDM 3D-printer’s nozzle wear during printing, a device has been proposed for contractually measuring the actual nozzle diameter in the range from 0.2 mm to 1.2 mm.
Идентификаторы и классификаторы
- УДК
- 004.9. Прикладные информационные (компьютерные) технологии
67.05. Технологическое оборудование. Станки. Машины. Инструменты - Префикс DOI
- 10.35211/1990-5297-2024-8-291-55-57
- eLIBRARY ID
- 69202541
Для цитирования:
НГУЕН В. Н., ДРОБОТОВ А. В. АВТОМАТИЧЕСКИЙ СПОСОБ КОНТРОЛЯ ИЗНОСА СОПЛА FDM 3D-ПРИНТЕРОВ // ИЗВЕСТИЯ ВОЛГОГРАДСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА. 2024. № 8 (291)
Текстовый фрагмент статьи
Будьте первым, кто начнет обсуждение
Если у вас возникли вопросы или появились предложения по содержанию статьи, пожалуйста, направляйте их в рамках данной темы.