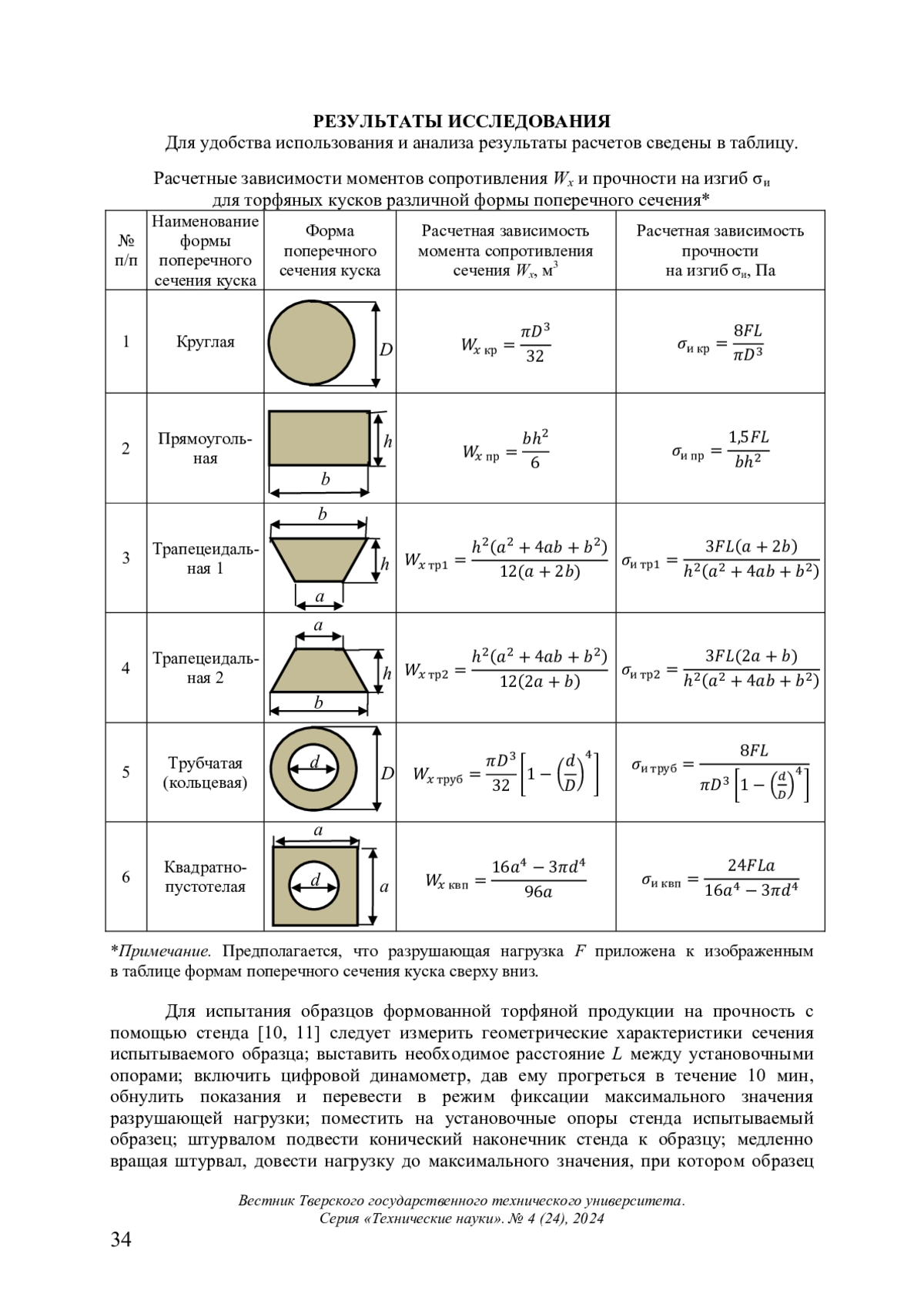
В статье указано, что Тверским государственным техническим университетом разработана, запатентована и создана конструкция механического стенда, оснащенного системой цифрового тензометрирования и способного развивать и фиксировать разрушающую нагрузку для испытания на прочность образцов формованной торфяной продукции. Отмечено, что его планомерное использование с целью корректировки и рационализации режимов работы машин для добычи и производства кускового торфа позволит оперативно достигать стабильного качества торфа, однако методика применения данного стенда была сформирована ранее лишь для образцов кусков круглого и прямоугольного сечения. Приведены сведения, разработанные материалы и методика, позволяющие использовать созданный стенд для всех основных форм поперечных сечений кускового торфа, получаемых как в полевых, так и в заводских (стационарных) условиях
Предпросмотр статьи

Идентификаторы и классификаторы
- SCI
- Строительство
- УДК
- 622. Горное дело
Если у вас возникли вопросы или появились предложения по содержанию статьи, пожалуйста, направляйте их в рамках данной темы.