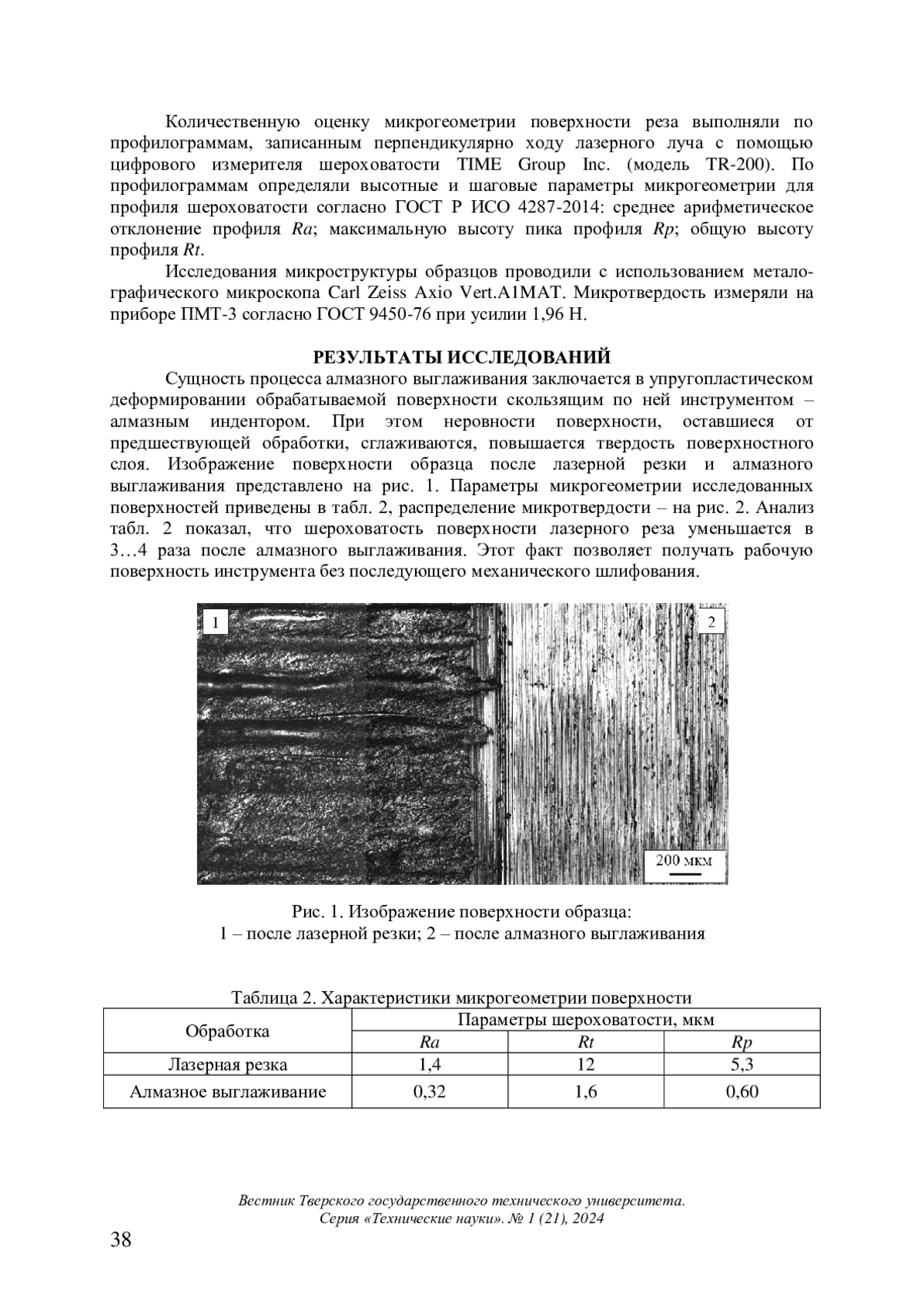
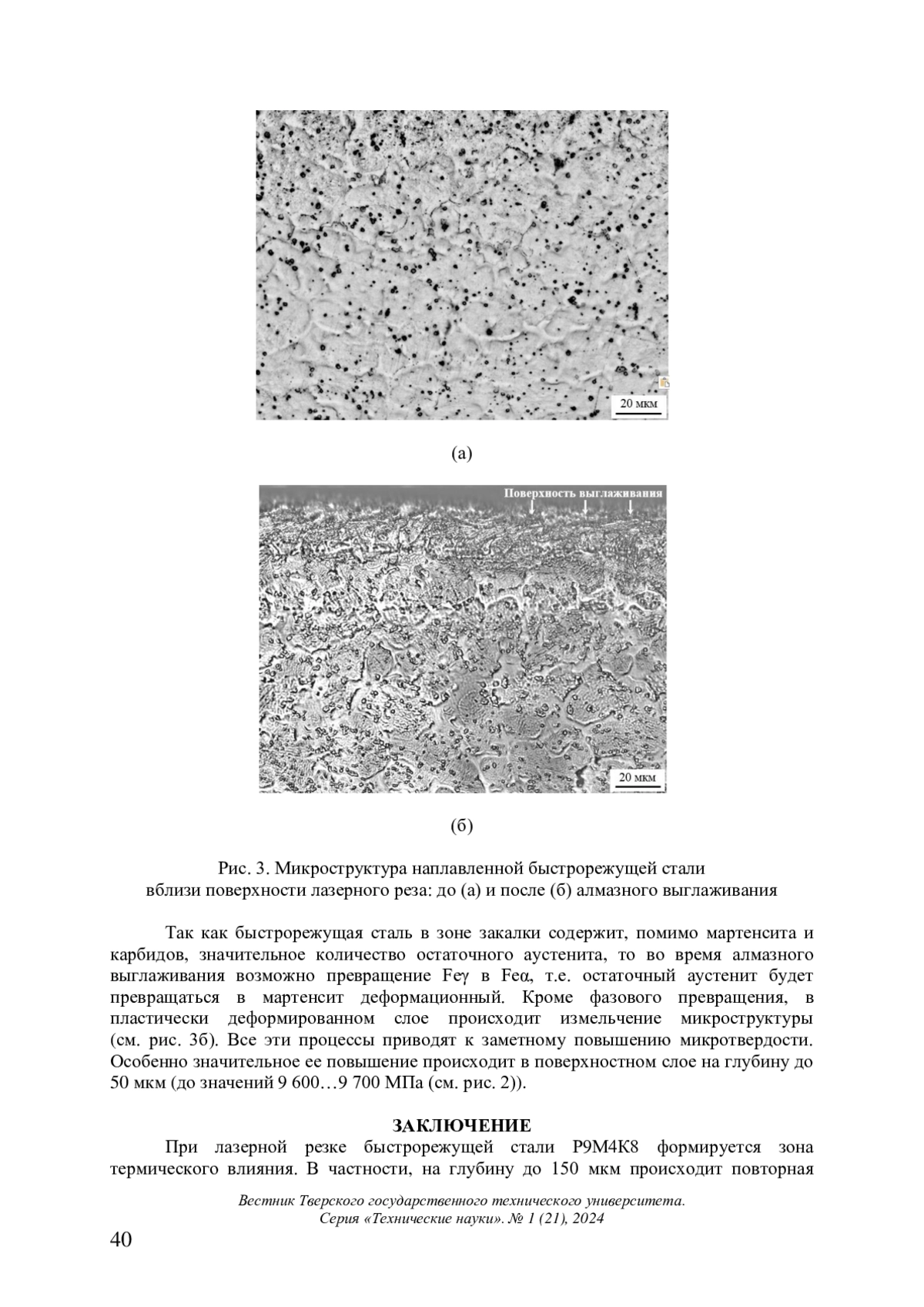
Представлены результаты исследований микроструктуры, микротвердости, микрогеометрии поверхности лазерного реза наплавленной быстрорежущей стали марки Р9М4К8 после алмазного выглаживания. Показано, что шероховатость поверхности лазерного реза уменьшается в 3…4 раза, что позволяет получать рабочую поверхность без последующего механического шлифования. Отмечено, что алмазное выглаживание приводит к измельчению микроструктуры, повышению микротвердости стали до 9 700 ± 130 МПа.
Предпросмотр статьи
Идентификаторы и классификаторы
- SCI
- Строительство
Для цитирования:
БАРЧУКОВ Д. А. ВЛИЯНИЕ АЛМАЗНОГО ВЫГЛАЖИВАНИЯ НА СТРУКТУРУ И СВОЙСТВА ПОВЕРХНОСТИ ЛАЗЕРНОГО РЕЗА ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ // ВЕСТНИК ТВЕРСКОГО ГОСУДАРСТВЕННОГО ТЕХНИЧЕСКОГО УНИВЕРСИТЕТА. СЕРИЯ: ТЕХНИЧЕСКИЕ НАУКИ. 2024. № 1 (21)
Текстовый фрагмент статьи
Будьте первым, кто начнет обсуждение
Если у вас возникли вопросы или появились предложения по содержанию статьи, пожалуйста, направляйте их в рамках данной темы.